
易卖工控网(www.ymgk.com)提供”诺金KN-2210AS龙门式平面磨床价格”,产品详情:品牌/厂家:诺金、型号:、成色:全新、货期:现货 1天内发货、保修:180天,更多产品详情就上易卖工控网。
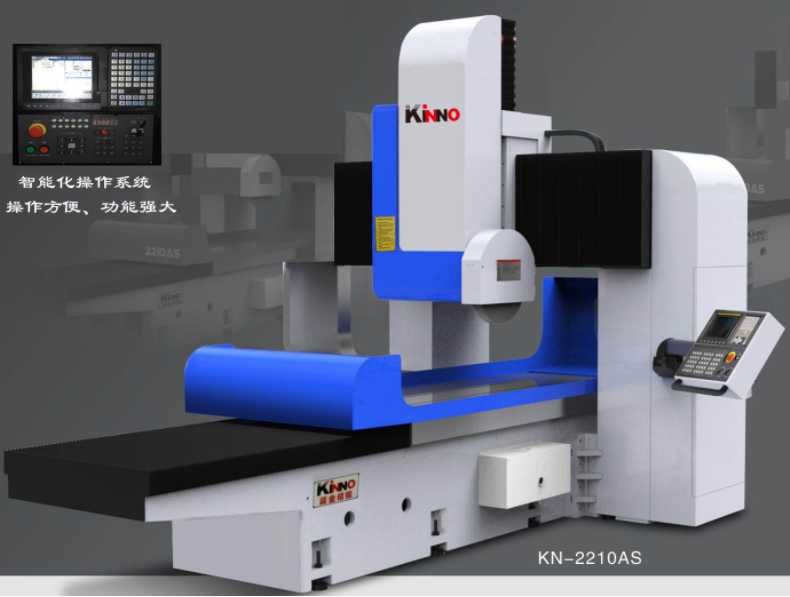
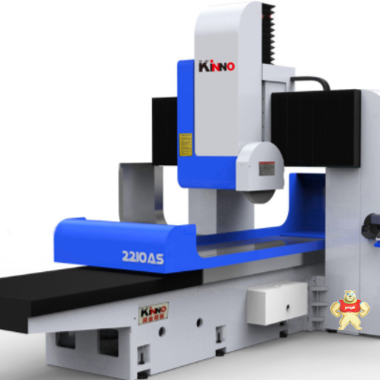
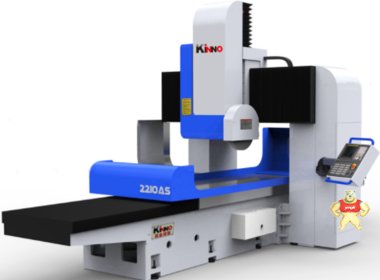
诺金2210AS龙门式平面磨床简介
磨床是利用磨具对工件表面进行磨削加工的机床。 大多数的磨床是使用高速旋转的砂轮进行磨削加工,少数的是使用油石、砂带等其他磨具和游离磨料进行加工,如珩磨机、超精加工机床、砂带磨床、研磨机和和抛光机等。
型号Model 项目 Items | 单位 | KN-2008AS | KN-2009AS | KN-2210AS | KN-816AS | KN-916AS | KN-1016AS | |
左大移动量 X axis travel | mm | 2150 | 2150 | 2350 | 1750 | 1750 | 1750 | |
前后移动量 Yaxis travel | mm | 900 | 1000 | 1100 | 900 | 1000 | 1100 | |
工作台面至主轴中心距离Max center of wheel to table | mm | 220-880 | ||||||
工作台受重量Maximum load | Kg | 2500 | 2700 | 3000 | 2500 | 2700 | 3000 | |
工作台面积 Table size(X*Y) | mm | 2000*800 | 2000*900 | 2200*1000 | 1600*800 | 1600*900 | 1600*1000 | |
横梁底面到工作台面距离 | mm | 730 | ||||||
门柱间距Postspacing | mm | 1250 | 1250 | 1350 | 1250 | 1250 | 1350 | |
工作台T型槽 Table T groove | mm *N | 22*3 | 22*4 | 22*5 | 22*3 | 22*4 | 22*5 | |
工作台速度Table Speed | m/min | 10-28 | ||||||
前后手轮进给 | 1刻度 | mm | 0.005 | |||||
1圈 | mm | 0.5 | ||||||
前后自动进给Automatic max feed | mm | 30 | ||||||
前后快速移动 Fast moving speed | mm/min | 1500 | ||||||
砂轮尺寸Wheel size | mm | 500*60*203 | ||||||
上下电子手轮进给 | 1刻度 | mm | 0.005 | |||||
1圈 | mm | 0.5 | ||||||
上下自动进给量 | mm | 0.005-0.1 | ||||||
上下快速移动速度 Fast moving speed | mm/min | 400 | ||||||
主轴转速(50HZ) Spindle wheel speed | rpm | 1450 | ||||||
主轴马达 Spindle motor | Hp*P | 10*4 | 10*4 | 15*4 | 10*4 | 10*4 | 15*4 | |
上下驱动马达 The Z axis motor | KW | 1 (伺服) | ||||||
冲水马达 Cooling motor | Hp*P | 1/4*2 | ||||||
油压马达 Hydraulic motor | Hp*P | 10*6 | ||||||
前后步进马达 The Y axis motor | W | 400 | ||||||
机械高度 Height of machine | mm | 3000 | 3000 | 3250 | 3000 | 3000 | 3000 | |
外形尺寸Size and shape | cm | 600*260 | 600*260 | 600*280 | 560*260 | 560*260 | 560*280 | |
机械重量 Weight | Kg | 12000 | 12500 | 14500 | 11500 | 11800 | 14000 | |
1、适合于复杂异形零件的加工。
2、实现计算机控制,排除人为误差。
3、通过计算机软件可以实现精度补偿和优化控制。
4、加工中心、车削中心、磨削中心、电加工中心等具有刀库和换刀功能,减少了装夹次数,提高了加工精度。
5、数控机床使机械加工设备增加了柔性化的特点。柔性加工不仅适合于多品种、中小批量生产也适合于大批量生产,且能交替完成两种或更多种不同零件的加工,增加了自动变换工件的功能,可实现夜间无人看管的操作。由几台数控机床(加工中心)组成的柔性制造系统(FMS)具有更高柔性的自动化制造系统,包括加工、装配和检验等环节。
1、进给时,不准将砂轮一下就接触工件,要留有空隙,缓慢地进给,以防砂轮突然受力后爆裂而发生事故。
2、砂轮未退离工件时,不得中途停止运转。装卸工件、测理量精度均应停车,将砂轮退到安全位置以防磨伤手。
3、用金刚钻修整砂轮时,要用固定的托架,湿磨的机床要用冷却液冲,干磨的机床要开启吸尘器。
4、干磨的工件,不准突然转为湿磨,防止砂轮碎裂。湿磨工作冷却液中断时,要立即停磨。
5、平面磨床一次磨多件时,加工件要告靠紧垫妥,防止工件飞出或砂轮爆裂伤人。
6、外圆磨用两顶针加工的工件,应注意顶针是否良好。用卡盘加工的工件要夹紧。
7、 内圆磨床磨削内孔时,用塞规或仪表测量,应将砂轮退到安全位置上,待砂轮停转后方能进行。
8、工具磨床在磨削各种刀具、花键、键槽、扁身等有断续表面工作时,不能使用自动进给,进刀量不宜过大。

闽公网安备 35020302034948号

 发布询价成功
发布询价成功



 联系客服
联系客服





 QQ咨询
QQ咨询
 )
)




 当前商品暂无此评价~
当前商品暂无此评价~




 2778087246
2778087246 18150367963
18150367963


 记住账号
记住账号