易卖工控网(www.ymgk.com)提供”大型数控龙门钻铣床镗铣床质量有保证厂家直销”,产品详情:品牌/厂家:、型号:、成色:全新、货期:现货 1天内发货,更多产品详情就上易卖工控网。





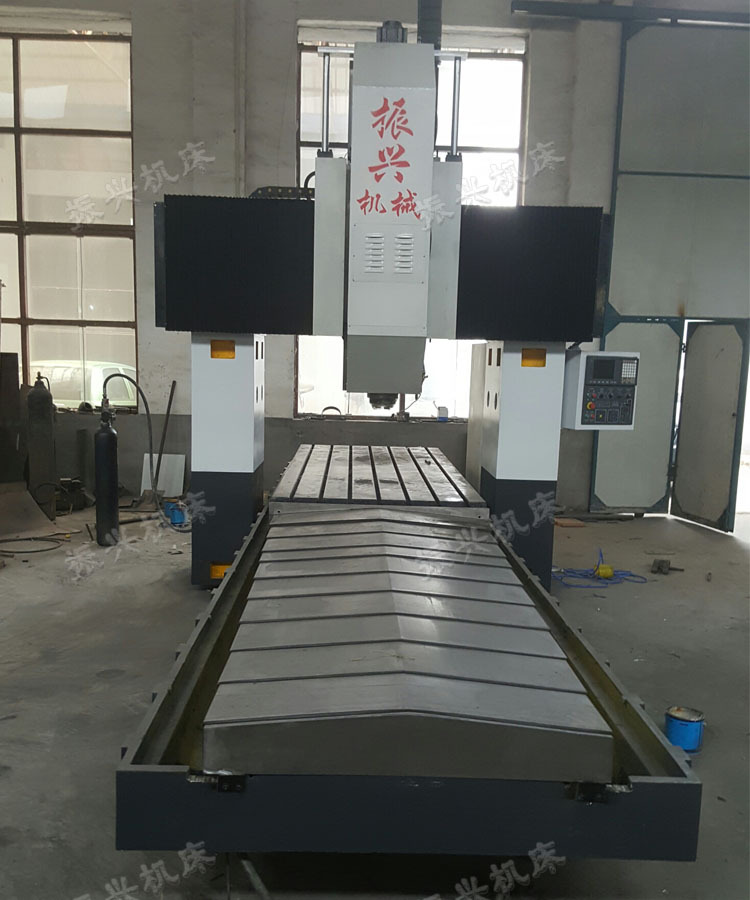












该机床有***员工组装,铸件为HT250铸铁
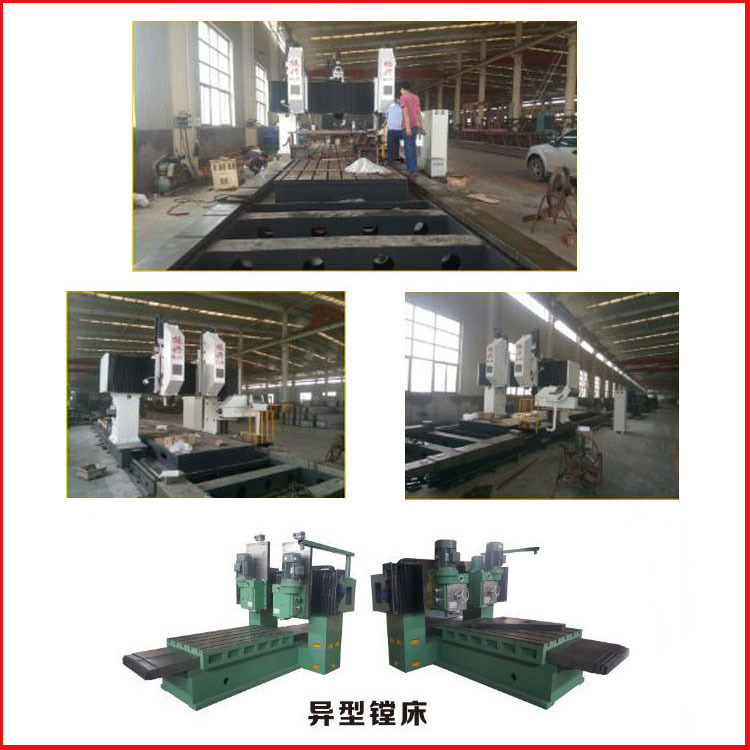
1、主机基础件采用***铸铁(抗震、耐磨),其他配件采用质量***客户
2、高速、高精度、高刚性,优于同类机床
3、具有运动速度快,三轴联动,表面加工精度及表面粗糙度都得以提高、特别应用于中、小机型的高速高精度产品的批量加工,主轴转速3000rmp,
1、机械综合介绍
1、主体部分有:床身、工作台、立柱、横梁、滑枕等组成
2、由丝杆及伺服电机分别组成,X、Y、Z三轴传动系统
3、由润滑系统给各传动进行润滑,降低摩擦阻力,增长机器的使用寿命
4、床身、横梁、为线轨传动,滑枕为硬轨移动。
2、配置
序号 | 名称 | 品牌 | 备注 | 备注 |
1 | 防护 | 盐山 |
|
|
2 | 铸件毛坯 | HT250 | 震动时效 |
|
3 | 进给电机 | KND | 扭矩X轴23NM,Y轴18NM, Z轴23NM。Z轴带抱闸 |
|
4 | 主电机 | KND | 11千瓦 |
|
5 | 系统 | KND | K2000(台湾新代加1万) |
|
6 | 丝杠 | 台湾上银 | 双螺母 |
|
7 | 数显 | 博望 | 磁栅尺 |
|
8 | 轴承 | NSK |
|
|
9 | 润滑泵 | 宁波三浪 | 3升 |
|
10 | 主轴 | 湖北襄樊 | BT50 |
|
11 | 配重 | 无锡协清 | 氮气平衡缸 |
|
12 | 直线导轨 | 台湾上银 | 滚柱线轨 |
|
3、主要技术参数
序号 | 项 目 | 主要技术参数 KXT2016 | 主要技术参数 KXT4016 | 主要技术参数 KXT4020 | |
1 | X轴行程 | mm | 2000 | 4000 | 4000 |
2 | Y轴行程 | mm | 1600 | 1600 | 2000 |
3 | Z轴行程 | mm | 800 | 1000 | 1000 |
4 | 龙门跨度 | mm | 1600 | 1600 | 2000 |
5 | 主轴端面至工作台距离 | mm | 150--950 | 150--1150 | 150--1150 |
6 | 工作台面积 | mm | 2000X1200 | 4000X1200 | 4000X1600 |
7 | ***承重 | T | 8 | 10 | 15 |
8 | T型槽数量 | NO | 均匀分配 | 均匀分配 | 均匀分配 |
9 | 驱动方式 |
| 同步带 | 同步带 | 同步带
|
要达到精调数控龙门铣床的目的需要注意一下几点:
一、利用固化地基和地脚螺栓垫铁精调数控龙门铣床床身水平。在这个基础上,移动床身上各运动部件,在各坐标轴全行程内观察数控龙门铣床水平的变化情况,并调整响应的机床几何精度,使之达到允差范围。对中型以上的数控龙门铣床,应采用多点垫铁支承,将床身在自由状态下调整水平。各支承点都顶住数控龙门铣床后,对称的压紧各地脚螺栓,以防产生额外的扭曲和变形,提高与保持数控龙门铣床的几何精度。
二、 数控龙门铣床自动运动到刀具交换的位置,以手动操作方式调整装刀机械手和卸刀机械手相对于主轴的位置。在调整中常用一个校队心轴位置的坐标点等,调整后,紧固各调整环节的紧固螺钉,然后装上几把接近规定重量的刀柄,进行多次从刀库到主轴位置的自动交换,动作正确,不撞击、不掉刀则为合格。
三、 带有交换工作台的机床,首先调整自动交换托盘装置与工作台托盘交换处的相对位置,达到托盘自动交换动作平稳。然后,进行加载试验,即在工作台上允许负载的70%——80%的重物,进行多次反复地自动交换,完全正确无误后可固定各有关螺钉。
1.工作物要用压板、螺钉或***工具夹紧。使用一般的扳手不准加套管,以免滑脱伤人。
2.刀具一定要夹牢,否则不准开车工作。
3.工作前,要检查机床传动部分的运转情况,并将机床的挡板装好,才能运转。
4.铣切各种工件,特别是粗铣时,开始应进行缓慢切削。
5.移动工作台和刀架时,应先松开固定螺钉。
6.装卸刀具时,应使用铜锤或木槌轻打,防止刀具碎片飞出伤人。
7.在切削中,不准变速和调整刀具,禁止用手摸或测量工件。






铸件结构采用连接加固稳定性和切削力更佳






闽公网安备 35020302034948号

 发布询价成功
发布询价成功



 联系客服
联系客服





 QQ咨询
QQ咨询
 )
)



 当前商品暂无此评价~
当前商品暂无此评价~




 2778087246
2778087246 18150367963
18150367963


 记住账号
记住账号