易卖工控网(www.ymgk.com)提供”节能温控器生产厂家”,产品详情:品牌/厂家:DYN、型号:DYN-848、成色:全新、货期:期货 3天内发货、保修:365天,更多产品详情就上易卖工控网。
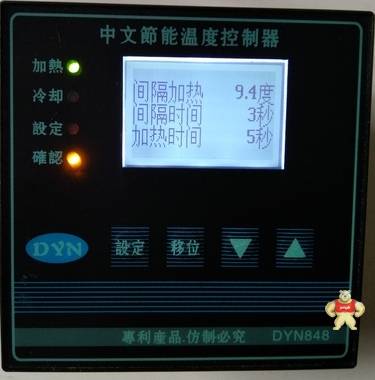
1、安装及操作简单,全中文显示
" 全中文节能、恒温温度控制器”全中文显示,安装及操作简单,不用对机器做其它改动,不改变机器加工性能,只要把原来
温控器换下,再把DYN温控器换上,把参数设定好就可以了。
2、超强节能
现有的温控器都只能控制温度,不能节能。造成能源浪费。
为什么“第一年全中文节能、恒温温度控制器”,能节能?
现有的温控器控制的机器,不管是生产那种材料,不管是在生产过程中是吸热的材料,还是摩擦发热的材料,都只能做到当各种机
器的料筒加热到设定温度时,才能停止加热,就算是有PID功能的温控器,也只能在接近设定温度时,电流或电压变小,只能到了
设定温度时才能停止加热。由于加热体和料筒外壁的温度都是高于料筒测温点的温度,特别是由銅、铝、铸铁做成的发热体,发热
体储存着大量的热能,停止加热后,料筒上的温度一定会上升,而塑化温度有一定的范围,温度不能太高,所以只要温度高出设定
温度时,冷却系统打开,把高出的温度降下来。当温度降到设定值时,冷却系统关闭。由于发热体和料筒外壁的温度冷却后低于测
温点的温度,测温点的温度慢慢降低,于是又低于设定温度。加热重新开始,先把发热体加热,使它的温度高出测温点,再慢慢传
导,使料筒温达到设定值,冷却系统再次打开。就这样反复加热、冷却来保持料筒的温度在设定的范围内。
使用“达宇能全中文节能、恒温温度控制器”就大大地减小了加热、冷却的周期频率。生产中有些材料只需加热,有些材料只需冷
却。可能在同一条料筒上有些段只需加热,有些段只需冷却。当料筒加热接近设定温度时,根据发热体余热多少来设定加热提前量,
在没有达到设定温度时,停止加热。由发热体的多余热量传给料筒,使测温点的温度达到设定温度。如果发热体上多余热量太多,
使测温点温度高出生产材料的温度范围时开始降温,降温到离设定值一定范围时停止降温,再利用发热要吸收热量的原理,使料筒
的测温点温度慢慢降到设定值。
2、 案例
3、 太仓敬富塑胶制品有限公司
生产塑胶板,75型板材押出机,采用风冷,全机四段加模头。
以前风机和发热用电7.5度/小时。改装4个DYN温度控制器后,把第一段DYN温度
控制器上加热停止量设为(2),再次加热量设为(3),加热等候量设为(5),开始
冷却量设为(3),冷却等候量设为(30),停止冷却量设为(2)。其它为出厂设制。第二段到第五段
都把加热提前量设为(2),再次加热量设为(3),加热等候量设为(30),开始冷
却量设为(2),冷却等候量设为(10),停止冷却量设为(1)。其它为出厂设制。第三、四段为出厂设制。
在生产中只有第一段和模头在4-5分钟加一次热,加热时间在30-40秒左右。第
二到第四段只冷却不加热,温度恒定在4℃以下范围内。
用电量1.8度/小时,节电率为85%以上。现有一百多台机器。
上海敏捷塑胶制品有限公司
生产窗帘制品,120型制粒机,采用风冷,全机五段加模头。
以前风机加发热用电14度/小时,改装电磁加热后用电量7.5度/小时,节电率45%
以上。
改装5个DYN温度控制器后,把第一段DYN温度控制器上加热提前量设为(2),再
次加热量设为(3),加热等候量设为(5),开始冷却量设为(3),冷却等候量设为
(30),停止冷却量设为(2)。第二段到第五段都把加热提前量设为(2),再次加
热量设为(3),加热等候量设为(30),开始冷却量设为(2),冷却等候量设为(10),
停止冷却量设为(1)。
在生产中只有第一段和模头在4-5分钟加一次热,加热时间在30-40秒左右。等二
段不加热也不冷却,第三到第五段只冷却不加热,温度恒定在4℃以下范围内。
用电量1.5度/小时,节电率为85%以上。全厂三十六台机器全部改完。
沙田聚能塑胶制品有限公司
150制粒机,六段加模头,冷却系统是水冷,生产电线电缆原料,没有改装前用
电量12度/小时,改装中频电磁加热后用电量6度/小时,节电率50%。
改装六个DYN节能温控后(模头没有改),把第一段DYN温度控制器上加热提前
量设为(2),再次加热量设为(3),加热等候量设为(5),开始冷却量设为(3),
冷却等候量设为(30),停止冷却量设为(2)。
第二段到第六段都把加热提前量设为(2),再次加热量设为(3),加热等候量设
为(30),开始冷却量设为(2),冷却等候量设为(10),停止冷却量设为(1)。
在生产中只有第一段和模头在4-5分钟加一次热,加热时间在20-30秒左右。等
二段不加热也不冷却,第三到第六段只冷却不加热,温度恒定在4℃以下范围内。
用电量1.1度/小时,节电率为80%以上。现在全厂六台机全部改完








闽公网安备 35020302034948号

 发布询价成功
发布询价成功








 QQ咨询
QQ咨询
 )
)





 当前商品暂无此评价~
当前商品暂无此评价~


 2778087246
2778087246 18150367963
18150367963


 记住账号
记住账号