PLC读取松下伺服编码器的实例图解
我们如何能得到松下伺服电机的实际位置呢?这就不得不说起通讯的重要性了。特别是将松下A6伺服作为绝对式编码器使用时,若是通过读取伺服编码器来判断伺服的当前位置,那么就可以节省好几个传感器的使用了。如何通过通讯读取编码器的数值呢?具体看下小编是如何操作的吧。
松下A6系列伺服既可以作为增量式编码器使用,又可以作为绝对式编码器使用。区别就在于是否在伺服电机的编码器线加装了电池。若是加装了电池之后,还需要将伺服驱动器中的PR015号参数设置为0,否则编码器的多圈数据是读不到的。另外还要设置伺服驱动器的其他通讯参数,以保证能和plc进行通信,具体的设置参数如下:
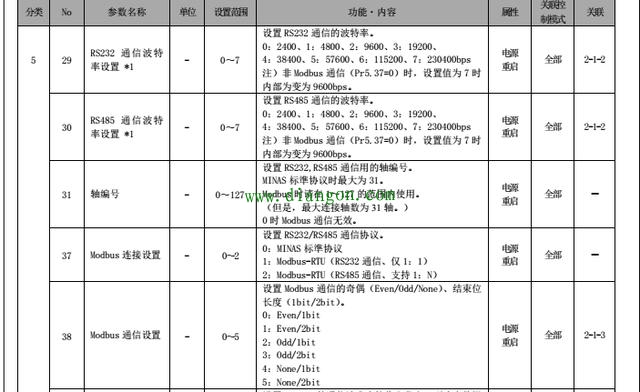
通信参数设置
若是用的RS485通信方式,则应将参数按照下面内容设置,同样,PLC相应的端口号也需要进行相同的参数设置,设置参数如下
pr5.30=6
pr5.31=1
pr5.37=2
pr5.38=0
按照以上参数设置好之后,将参数写入到伺服的EEPROM中,然后断电,重新上电即可。
接下来我们要设置松下PLC的通讯参数了,例如我们用的是松下FP-XHC30T+COM3通讯模块组合成的控制系统,那我们就需要对COM3所占用的通讯通道进行设置了。例如我们将COM3插在主机的第一个功能插槽上,我们需要对COM1进行设置。具体设置如下图:

PLC通讯参数设定
注意,波特率,校验位,停止位,数据长度需要和伺服参数设置一样,否则会导致通讯不上。
通讯参数都设置完毕之后,就要进入我们的程序编写工作啦,现有已测试OK程序如下图所示:
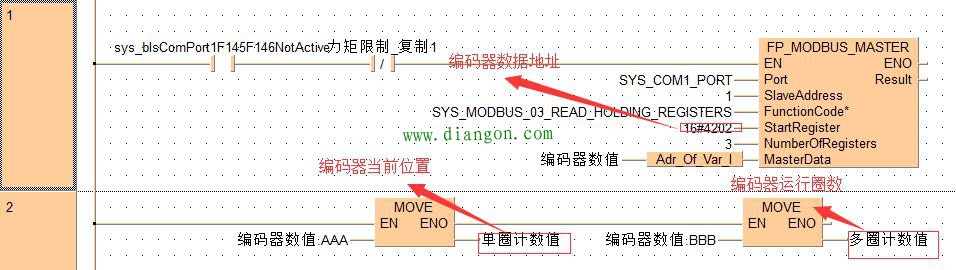
通讯程序



 记住账号
记住账号



 在线咨询
在线咨询
 QQ咨询
QQ咨询

 2778087246
2778087246 18150367963
18150367963


